
铣车复合加工中心M200Xd1 RD/M300Xd1 RD
量产型复合加工中心
从复合加工到多面加工
通过量产型复合加工中心集约工序
搭载具备车削主轴功能的倾斜转台,
将车削与铣削的复合加工到多面加工等工序
集约于1台机床。
| 复合加工 |
只需1台机床,即可一次装夹完成车削加工与铣削加工。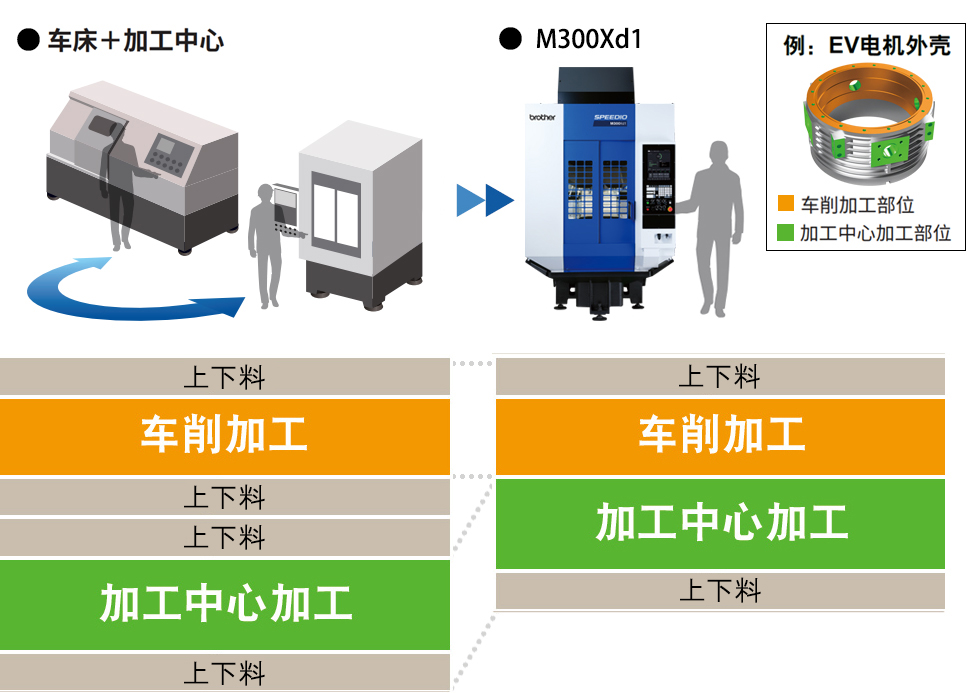
省去了车床与加工中心之间的装卸工件的手工时间,
更能体现复合加工的优点。
复合加工的优点
・缩短机床之间的装卸工件的手动时间
・减少作业人数
・通过一次装夹实现加工精度的提升
| 多面加工 |
可通过搭载高速分度的倾斜转台,实现多面加工的工序集约,
具有与复合加工相同的优点。 
| 28把刀库 |
多面加工
搭载新开发的可收纳28把刀具的链式刀库,进一步推进基于复合加工、
多面加工的工序集约。
*也可选择22把刀库
加工范围
M300Xd1 RD提供了更大的Z轴移动量与夹具范围
以及全新的28把刀库,进一步扩大了可对应工件的范围。
作为紧凑型加工中心,M300Xd1 RD更适合中大型零件的加工,M200Xd1 RD则专注于中小型零件的加工,为各种各样的零件加工提供更合适的解决方案。
| 更大的加工区域 |
保障了大范围的夹具区域,为夹具设计提供了更大的灵活 性,从而满足了各种工件加工的需求。尤其是M300Xd1 RD,在夹具回转直径扩大到 φ450的同时Z轴移动量扩大到380mm,延长了从工作台面到主轴端面的距离。由此,确保了Z轴方向的大加工区域,并提高了刀具接近性。
性,从而满足了各种工件加工的需求。尤其是M300Xd1 RD,在夹具回转直径扩大到 φ450的同时Z轴移动量扩大到380mm,延长了从工作台面到主轴端面的距离。由此,确保了Z轴方向的大加工区域,并提高了刀具接近性。
*1 A轴0°时的值。
*2 夹具区域中有部分干涉区域。请参照工作台详情。
*3 工作台侧的最大载重。
| 最大刀具长度的增加 |
可搭载的刀具长度延伸到250mm,适用于深内径车削等更多加工。
最大刀具长度
M200Xd1 RD / M300Xd1 RD
250mm
* 刀具长度为200mm以上时,根据夹具高度,刀库回转时可能会与夹具干涉。
| A轴倾斜时的刀具接近性提高 |
A轴90°时仍可确保充分的Y轴移动量,
Z轴移动量和最大刀具长度的扩大使刀具接近性进一步提高。
生产效率
无止境追求高生产效率
通过自动化实现省人化
机电一体化开发的SPEEDIO通过同步动作及刀具更换动作的优化·高速化,实现了极具优势的高生产效率。
并且, 一体型的自动上下料装置通过省空间的自动化生产,实现了生产现场的省人化。
| 无停顿ATC |
通过主轴启动/停止、刀库动作的高速化/优化,实现高速刀具更换。
28把刀库 (M200Xd1 RD)
Chip to Chip 1.4s
Tool to Tool 0.8s
| 同步动作 |
在换刀的同时进行XY轴、AC轴的定位,
减少了时间浪费。
| 高加减速主轴 |
低惯性主轴、高加减速主轴马达实现了主轴启动/停止的高速化。 主轴启动/停止时间
此外,采用DD马达的车削主轴也实现了高加减速。 加工中心主轴 0.2s 以下
车削主轴 0.3s 以下
加工能力
从铣削加工到车削加工发挥出色的加工能力
还配备5轴联动加工功能
通过采用大功率马达的铣削主轴和车削主轴、以及具备高夹紧力的倾斜转台, 在复合加工及多面加工方面发挥出色的加工能力。搭载新增的刀尖跟随功能,支持5轴联动加工。
| 铣削加工 |
中高速转速区域的主轴扭矩高,可在铝合金、铁的高速·高效率加工中发挥威力。 
10,000min-1 (标准)
最大扭矩 40N・m
最大输出 18.9kW
| 车削加工 |
 最高转数2,000min-1 (M200Xd1 RD) 的高输出车削主轴
最高转数2,000min-1 (M200Xd1 RD) 的高输出车削主轴
及车削刀具的双柱塞锁紧方式,能发挥出高效的车削能力。
车削主轴
M200Xd1 RD:最大扭矩 55N・m、最大输出 8.7kW
M300Xd1 RD:最大扭矩 102N・m、最大输出 9.9kW
| A轴夹紧(选配 ) |
车削加
在施加负载的加工中,机械+伺服的夹紧方式也能使机床发挥出色的加工能力, 同时实现车削的稳定加工,并提高加工精度。新增左右两侧附带夹紧机构的双体型,进一步发挥出色的加工能力。
A轴夹紧 (两侧) *1